
The world’s most trusted industrial eyes
Precision optics and deep learning algorithms designed to solve inspections others can't.
See what others miss.
Is your current solution failing because it can’t handle high-speed, 24/7 production environments? Get the guide today and explore what’s possible.
Trusted by 25,000+ brands worldwide

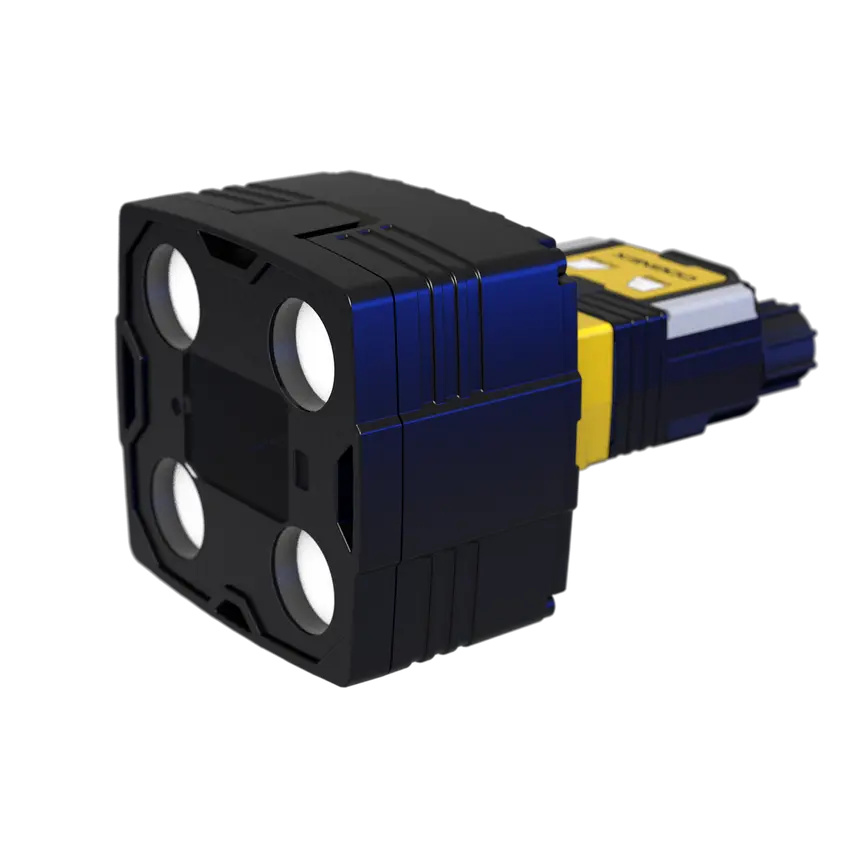
Cognex In-Sight 2800 Series
All-purpose.
Easy-to-use. Powered by AI.
The new standard in industrial AI
The world’s leading AI vision tools, redesigned for the modern, fast-moving factory floor.
High speed
High resolution
High flexibility
Catch microscopic defects at full production speed, ensuring your fastest lines are also your most accurate.

What can Cognex Machine Vision solve?
From basic inspection to complex AI-driven defects, automate every check on your line.
→ Defect detection
→ Barcode scanning and tracking
→ Sortation
→ Classification
→ Measurement and dimensioning
→ Guidance and alignment
→ Optical Character Recognition (OCR)
→ Barcode verification
Don't just take our word for it
Check out how brands are partnering with Cognex to solve their toughest challenges.



Transform your operations
with Cognex
See our machine vision solutions in action.
Frequently Asked Questions
What is machine vision?
Machine vision is a technology that enables automated systems to see and interpret visual information. It allows for the inspection, measurement, and sorting of manufactured parts and products at high speed and with high accuracy, improving product quality and reducing waste.
This technology is essential to industrial automation, providing operational guidance to devices through the capture and processing of images.
How does machine vision work?
Machine vision systems work by using cameras and image processing software to capture and analyze visual data. The process involves several key steps: lighting the object, capturing the image with a camera, processing the image using software to extract relevant information, and then making decisions based on this data.
These decisions can include identifying defects, measuring dimensions, or guiding robotic movements, all performed at high speeds and with high accuracy.
Does machine vision use AI?
Yes, machine vision systems can use artificial intelligence (AI) to enhance their capabilities. The integration of AI allows machine vision systems to handle more complex tasks and improve their accuracy and adaptability.
AI augments rule-based machine vision by allowing users to solve applications with higher variability and less programming. It also improves ease of use with image-based training and pre-trained functionality.
How do vision inspection systems benefit manufacturers?
Our vision systems use advanced imaging technology to detect defects, ensure proper assembly, verify correct labeling with unparalleled accuracy, and more. This level of precision far surpasses manual inspection, allowing manufacturers to consistently produce high-quality products that meet strict standards.
Vision inspection systems can inspect products at high speeds, significantly increasing manufacturing efficiency. By automating the inspection process, manufacturers can reduce bottlenecks and costly delays, allowing for higher production rates without compromising quality.
What are automated manufacturing systems and how can they benefit my business?
Cognex provides vision systems that can be integrated into automated manufacturing processes for quality control and inspection. These systems use industrial cameras and advanced algorithms to:
- Detect defects in products
- Ensure proper assembly
- Verify correct labeling and packaging
This automated inspection process improves product quality and consistency while reducing the need for manual inspection

Advanced machine vision made easy
Contact us: +1 855 426 4639
© 2026 Cognex, all rights reserved. Cognex, DataMan, In-Sight, Cognex.com and the Cognex logo are registered trademarks of Cognex Corporation.
Cognex Corporation | 1 Vision Drive | Natick, MA 01760 | USA